

Lar
>
Produto > Serviço de personalização do núcleo > Molde personalizado > Serviços de produtos plásticos ODM
Produto
- Serviço de personalização do núcleo
- Assistência médica
- Aparelhos e instrumentos eletrônicos
- Moldes para Suprimentos Materno-Infantis
- Esportes Recreativos
- Arte em móveis domésticos
- Acessórios automotivos
- Transporte e Armazenagem
- Luminárias
- Equipamento de construção
- Produto de embalagem
- Educacional e Laboratórios
- Acessórios para bagagem e roupas
- Produtos de cuidado e limpeza
- Agricultura e Silvicultura
- Equipamento Mecânico
- Suprimentos para animais de estimação
- Utensílios de cozinha









Serviços de produtos plásticos ODM
tem 15 anos de tecnologia de fabricação de moldes para serviços personalizados de produtos plásticos ODM. Possuímos certificados ISO 9001. Oferecemos serviço profissional de moldes personalizados e somos fabricantes profissionais de moldes de plástico. Temos experiência suficiente na seleção de matérias-primas de produtos e seleção de materiais de moldes. Conhecemos bem as propriedades de vários materiais e as vantagens e desvantagens do projeto de moldes. Recomendaremos materiais adequados e conselhos de design profissional para nossos clientes.
Enviar consulta
Descrição do produto
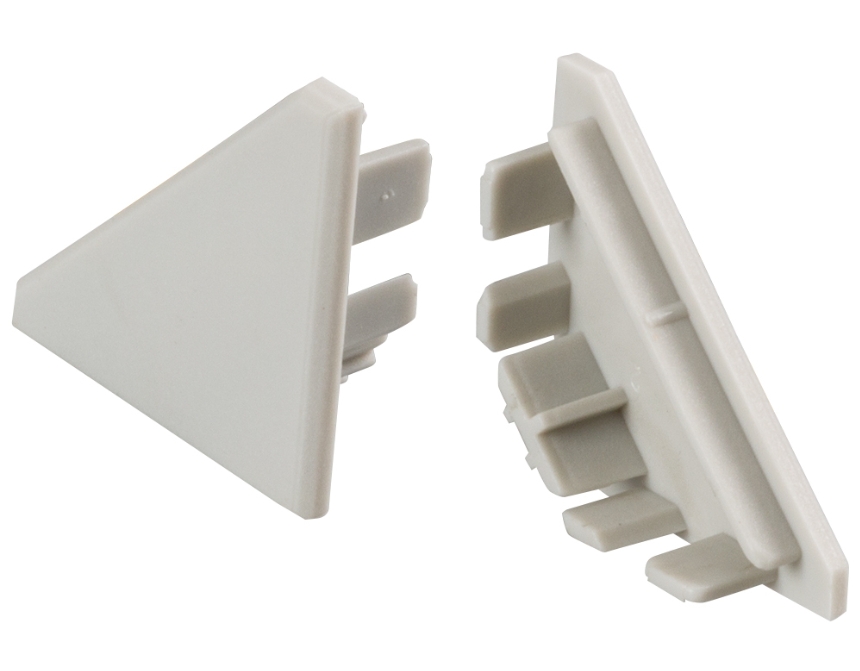
Somos especializados no desenvolvimento de serviços de produtos de plástico ODM personalizados, produção de componentes de plástico ABS e serviços de montagem opcionais - não no comércio de produtos acabados. Nossos moldes são projetados para maximizar o desempenho do ABS (Acrilonitrila Butadieno Estireno), com estruturas personalizadas otimizadas para a fluidez, rigidez e acabamento superficial do ABS, fornecendo peças ABS de alta qualidade para eletrônicos, eletrodomésticos, interiores automotivos e bens de consumo.
1. Estruturas de molde personalizadas: adaptadas às características de moldagem do ABS
As propriedades equilibradas do ABS (bom fluxo, encolhimento moderado, alta rigidez) exigem moldes que as melhorem, evitando problemas comuns (por exemplo, marcas de afundamento, linhas de solda). Nossas estruturas de molde personalizadas atendem a estas necessidades:
Cavidade e Núcleo: Usinados por meio de usinagem CNC de alta precisão (tolerância tão estreita quanto ±0,02 mm) para aproveitar a excelente reprodução de detalhes do ABS. Os recursos incluem:
Acabamentos de superfície lisos (Ra ≤0,4μm) para replicar peças ABS de alto brilho ou texturizadas (por exemplo, caixas de telefone, painéis de eletrodomésticos).
Projeto de nervuras de reforço (espessura 1/3–1/2 da parede base, espaçado 2–3× altura da parede) para evitar marcas de afundamento – crítico para o encolhimento moderado do ABS (1,5–2,5%).
Ângulos de inclinação (1–3° para superfícies verticais) para garantir fácil desmoldagem, pois a rigidez do ABS pode causar aderência se os ângulos forem insuficientes.
Sistema de Gating: Otimizado para o comportamento de fluxo do ABS (viscosidade média de fusão). As opções incluem:
Portas de borda (para peças pequenas e médias, por exemplo, conectores eletrônicos) para minimizar linhas de solda – o componente butadieno do ABS pode enfraquecer as soldas se os caminhos do fluxo forem irregulares.
Sistemas de câmara quente (para peças grandes ou com múltiplas cavidades, por exemplo, acabamentos internos de automóveis) para manter uma temperatura de fusão consistente, reduzindo o desperdício de material em 15–20% e garantindo uma densidade uniforme das peças.
Sistema de resfriamento: Projetado para controlar a taxa de resfriamento do ABS (crítico para estabilidade dimensional). Principais recursos:
Canais de resfriamento uniformes (espaçados de 8 a 12 mm) para evitar encolhimento desigual - evitam empenamento em grandes peças de ABS (por exemplo, painéis traseiros de TV).
Resfriamento direcionado para áreas espessadas (por exemplo, estruturas salientes) para reduzir o tempo de ciclo em 25–30% – a condutividade térmica do ABS (0,19 W/m·K) requer dissipação de calor eficiente para evitar resfriamento prolongado.
Sistema de ejeção: Calibrado para rigidez do ABS para evitar danos às peças:
Pinos ejetores (dispostos em áreas não visíveis) com pontas arredondadas para evitar marcas na superfície dura do ABS.
Placas decapantes (para peças planas grandes) para distribuir uniformemente a força de ejeção - evitam rachaduras em componentes ABS rígidos.
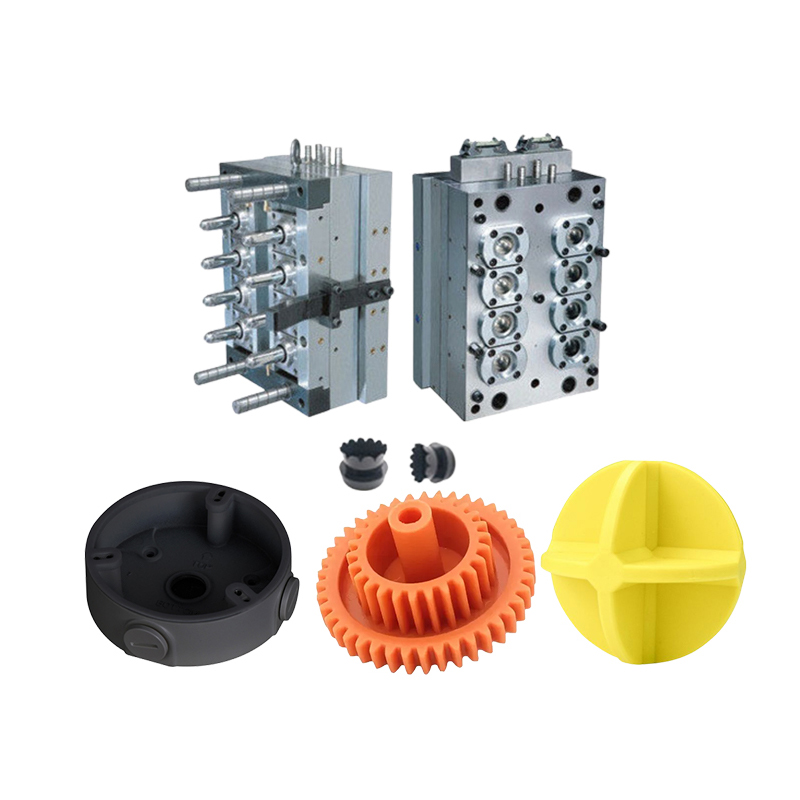
2. Variantes de materiais ABS e suas aplicações
O ABS está disponível em classes modificadas para atender necessidades específicas – selecionamos a variante ABS correta com base na função e no ambiente do seu componente:
ABS de uso geral (GP-ABS): Ideal para bens de consumo (por exemplo, peças de brinquedos, caixas de eletrodomésticos). Oferece resistência ao impacto equilibrada (10–15 kJ/m²), rigidez (Shore D 75–80) e economia – adequado para aplicações de tensão baixa a média.
ABS de alto impacto (HI-ABS): Usado para peças duráveis (por exemplo, carcaças de laptops, cabos de ferramentas). Modificado com butadieno extra para aumentar a resistência ao impacto (20–30 kJ/m²) — resiste a quedas e choques sem quebrar, ideal para dispositivos portáteis.
ABS retardador de chamas (FR-ABS): Perfeito para componentes eletrônicos (por exemplo, gabinetes de PCB, gabinetes de fontes de alimentação). Atende aos padrões UL94 V-0 – evita a propagação de chamas em aplicações elétricas, mantendo a integridade estrutural em altas temperaturas (até 100°C).
ABS preenchido com vidro (GF-ABS, 10–30% GF): Ótimo para peças estruturais (por exemplo, suportes internos de automóveis, componentes de máquinas industriais). Reforçado com fibra de vidro para aumentar a resistência à tração (até 60 MPa) e reduzir o encolhimento (1,0–1,5%) - adequado para peças ABS de suporte de carga que exigem precisão dimensional.
ABS de alto brilho: Adequado para peças estéticas (por exemplo, embalagens de cosméticos, painéis de dispositivos de áudio). Apresenta um acabamento superficial polido (sem necessidade de pós-processamento) – aproveita a capacidade do ABS de reter alto brilho, ideal para bens de consumo onde a aparência é crítica.
3. Processo de manutenção de produtos plásticos ODM: Otimizado para desempenho
Nosso processo de injeção é ajustado para maximizar as propriedades do ABS, com vantagens importantes:
Precisão e consistência:
Controle de temperatura de fusão (220–260°C) para garantir que o ABS flua uniformemente – evitando resíduos frios ou marcas de queimadura.
A pressão de injeção (70–100 MPa) calibrada para a viscosidade do ABS – garante o preenchimento completo da cavidade sem estresse excessivo (o que pode causar empenamento da peça).
Controle de tolerância dimensional (±0,03 mm para peças pequenas) por meio de máquinas acionadas por servo—crítico para componentes ABS que exigem ajustes justos (por exemplo, conectores eletrônicos).
Qualidade de superfície:
Polimento da cavidade do molde (Ra ≤0,2μm para peças de alto brilho) para eliminar defeitos – a excelente reprodução da superfície do ABS garante que não haja manchas visíveis.
Redução da linha de solda (por meio da colocação do portão e otimização da temperatura de fusão) — melhora a resistência e a aparência das peças ABS com geometrias complexas.
Eficiência:
Otimização do tempo de ciclo (20 a 40 segundos por peça) por meio de resfriamento direcionado – equilibra a velocidade de produção com os requisitos de resfriamento do ABS.
Moldes com múltiplas cavidades (8–32 cavidades para peças pequenas, por exemplo, botões) para aumentar a produção – o bom fluxo do ABS suporta enchimento uniforme em múltiplas cavidades, com produção diária de até 50.000 peças para projetos padrão.
Custo-benefício:
Os sistemas de câmara quente reduzem o desperdício de material (15–20%) — minimizam o desperdício de câmaras frias, reduzindo os custos por unidade de peças ABS de alto volume.
A moldagem integrada de recursos (por exemplo, nervuras, saliências) elimina o pós-processamento – reduz os custos de mão de obra e garante qualidade consistente.
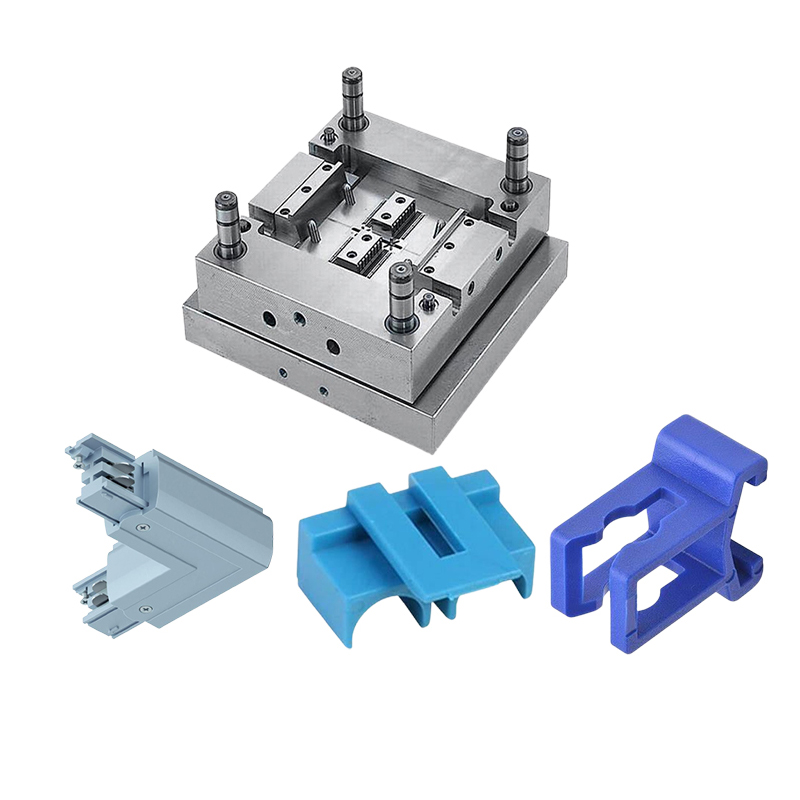
4. Nossos serviços: além dos moldes - componentes e montagem ABS
Fornecemos soluções ponta a ponta para produção de ABS, adaptadas às suas necessidades:
Fabricação de componentes ABS: Produza peças ABS personalizadas em tamanhos (5 × 5 mm a 500 × 300 mm), formatos (geometrias complexas, paredes finas até 0,8 mm) e acabamentos (brilhante, fosco, texturizado). Suporta correspondência de cores (códigos RAL/Pantone) e pós-processamento (pintura, galvanização, impressão) para aprimorar o apelo estético do ABS.
Montagem de valor agregado: Serviços de montagem opcionais para subconjuntos ABS, como fixação de inserções metálicas (para maior resistência), colagem de peças ABS com adesivos ou integração de componentes não ABS (por exemplo, juntas de borracha, módulos eletrônicos). Fornece subconjuntos prontos para integração, economizando seu tempo de produção.
Suporte de design personalizado: oferece design de molde 3D e prototipagem ABS (via usinagem CNC ou moldagem por injeção). Produzimos de 10 a 50 peças de protótipo em 3 a 5 dias para testar o desempenho do ABS (resistência ao impacto, ajuste) e otimizar o projeto do molde antes da produção em massa.




Preparação de molde
Projeto do molde: A superfície da cavidade deve ser polida espelhada (polimento de pasta de diamante nº 10000 ou superior). Quaisquer pequenos arranhões serão replicados na superfície da peça. Os corredores e portões devem ser lisos, livres de pontos de estagnação e minimizar marcas de solda.
Limpeza do Molde: Antes de fechar o molde, a cavidade deve ser bem limpa com um pano livre de poeira, álcool de alta pureza ou um limpador de molde específico. Qualquer vestígio de poeira, óleo, umidade ou resíduo do molde anterior pode causar defeitos fatais.
Controlador de Temperatura do Molde (Mold Temperature Control): Preparado para pré-aquecer e manter o molde na temperatura ideal (normalmente 60-80°C).
Fase 2: Ciclo de Moldagem por Injeção (Controle Fino)
Os parâmetros do processo são definidos com base nos princípios de “suave e uniforme”, evitando quaisquer operações severas que possam causar decomposição ou tensão do material.
1. Fechamento do Molde
O molde é travado sob alta pressão.
2. Injeção e Pressão de Retenção
Temperatura do barril: O PMMA tem uma faixa estreita de temperatura de processamento, normalmente definida entre 210-270°C.
Temperatura muito baixa: O fundido tem pouca fluidez, resultando em enchimento incompleto, marcas de fluxo superficial e linhas de solda visíveis.
Temperatura muito alta (acima de 280°C): O material pode se decompor, podendo ocorrer amarelecimento, bolhas e manchas pretas.
Velocidade de injeção: Velocidades de injeção médias a baixas são recomendadas.
Altas velocidades de injeção podem facilmente causar alta tensão de cisalhamento, levando ao superaquecimento de cisalhamento, decomposição localizada do material (produzindo manchas pretas) e arrastamento de gás.
Velocidades lentas de injeção facilitam a desgaseificação, reduzindo bolhas e riscos prateados, mas também podem tornar as linhas de solda mais visíveis. Encontrar um equilíbrio depende da estrutura do produto. A moldagem por injeção em vários estágios é normalmente usada, com velocidades de enchimento lentas em áreas de paredes espessas para facilitar a desgaseificação e velocidades de injeção rápidas em áreas de paredes finas.
Pressão de retenção: Use pressões de retenção médias a baixas e tempos de retenção curtos. Pressões de retenção excessivamente altas e longos tempos de retenção podem gerar tensões internas significativas, tornando o produto suscetível a fissuras por tensão durante o uso subsequente. O objetivo principal de manter a pressão é compensar o encolhimento e não compactar o produto.
3. Resfriamento
Temperatura do molde: Isto é crucial e geralmente deve ser mantido entre 60-80°C.
Se a temperatura do molde for muito baixa, o fundido esfria rapidamente ao entrar em contato com a parede fria do molde, “congelando” as cadeias moleculares. Isso resulta em fluxo deficiente, linhas de solda fracas e tensões internas extremamente altas no produto.
Se a temperatura do molde for muito alta, o tempo de resfriamento será prolongado, a eficiência da produção será baixa e é provável que ocorra aderência do molde.
Tempo de resfriamento: Certifique-se de que o produto esteja totalmente resfriado e formado para evitar deformação durante a ejeção.
4. Abertura e ejeção do molde
O PMMA é um material frágil com alta dureza superficial. O sistema de ejeção deve ser equilibrado e uniforme.
Evite usar pinos ejetores afiados. Recomenda-se o uso de ejetores de grandes áreas (strippers), blocos de pressão ou ejeção assistida por gás para evitar manchas brancas, rachaduras e marcas de ejeção óbvias.
Etapa 3: Pós-processamento e inspeção
Remoção do portão: Corte ou perfure com cuidado o portão e os corredores. As áreas aparadas devem ser lixadas e polidas para restaurar a transparência e a estética.
Recozimento (alívio de estresse - altamente recomendado)
Objetivo: Eliminar as tensões internas geradas durante o processo de moldagem por injeção, melhorar significativamente a resistência química do produto (especialmente a resistência a solventes) e a estabilidade dimensional, além de prevenir futuras fissuras por tensão.
Processo: Coloque o produto em um forno de ar circulante, aqueça-o lentamente até 70-80°C (10-20°C abaixo da temperatura de distorção de calor), mantenha-o lá por 2-4 horas e depois resfrie-o lentamente até a temperatura ambiente. O aquecimento e o resfriamento rápidos introduzirão novas tensões.
Tratamento de superfície (opcional):
Polimento: Produtos com pequenas manchas superficiais ou marcas de sprue são polidos para restaurar um acabamento espelhado.
Revestimento duro: Às vezes, o endurecimento por spray é realizado para melhorar a resistência a arranhões da superfície.
Inspeção completa e embalagem
Inspeção de aparência: A inspeção 100% é realizada sob uma luz de inspeção retroiluminada, verificando cuidadosamente quaisquer defeitos, como listras prateadas, bolhas, pontos pretos, arranhões, encolhimento, marcas de solda e impurezas.
Inspeção Dimensional: Use calibradores, projetores e outras ferramentas para inspecionar dimensões críticas.
Inspeção de desempenho: Testes como transmitância de luz e neblina.
Embalagem: Isole e embale itens individualmente usando materiais macios (como sacos PE, almofadas de espuma ou camadas intermediárias de papel) para evitar arranhões. Os operadores devem usar luvas.
Somos um fabricante de moldagem por injeção de PMMA, fornecendo fabricação de moldagem por injeção de PMMA de alta qualidade. Contanto que você queira personalizar/desenvolver produtos de moldagem por injeção de PMMA, você pode nos encontrar. Temos design profissional de moldes de injeção e tecnologia de fabricação madura, fornecendo a você um serviço completo, desde design de produto - fabricação de moldes - produção de produtos - embalagem de produtos - transporte de produtos, podemos ajudá-lo em todos os links. Contanto que você venha até nós, iremos fornecer-lhe o melhor serviço e satisfazê-lo em termos de qualidade do produto, tempo de produção, diálogo de informações, etc.
|
Nome do produto |
Serviços de produtos plásticos ODM |
|
Por favor, forneça |
2D, 3D, amostras ou o tamanho de as imagens multi-ângulo |
|
Hora do Molde |
20-35 dias |
|
Hora do produto |
7 a 15 dias |
|
Precisão do molde |
+/-0,01 mm |
|
Vida do molde |
50-100 milhões de fotos |
|
Processo de produção |
Desenhos de auditoria - análise de fluxo de molde - validação de projeto - Materiais personalizados - processamento de moldes - processamento de núcleos - usinagem de eletrodos - Sistema Runner processamento - processamento e aquisição de peças - aceitação de usinagem - cavidade processo de tratamento de superfície - modo complexo Matriz - Todo o revestimento da superfície do molde - Placa de montagem - amostra do molde - teste de amostra - envio amostras |
|
Cavidade do molde |
Uma cavidade, múltiplas cavidades ou a mesma produtos diferentes podem ser feitos juntos |
|
Material do molde |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistema de corredor |
Câmara quente e câmara fria |
|
Material base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Terminar |
Pitting a palavra, acabamento espelhado, superfície fosca, estrias |
|
Padrão |
HASCO, DME ou dependente de |
|
Tecnologia principal |
Fresagem, retificação, CNC, EDM, fio corte, escultura, EDM, tornos, acabamento superficial, etc. |
|
Programas |
CAD, PRO-E, UG Tempo de design: 1-3 dias (circunstâncias normais) |
|
Material do produto |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, QUADRIS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Sistema de qualidade |
ISO9001:2008 |
|
Estabeleça um horário |
20 dias |
|
Equipamento |
CNC, EDM, corte Máquina, máquinas de plástico, etc. molde de mala de plástico zhe jiang |


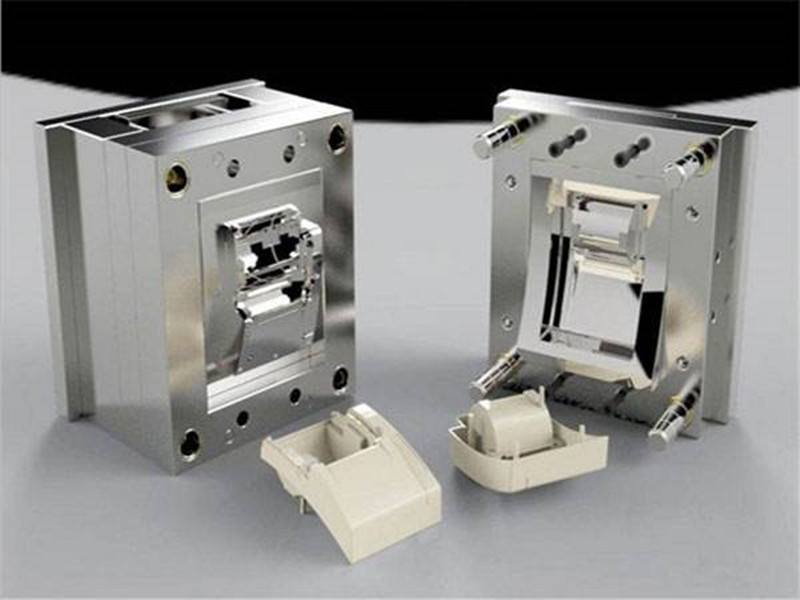
Fabricação de moldes de injeção de plástico

Especificações de moldagem de plástico

Projeto do molde:



Processo de transação:

Teste de molde:


Embalagem do produto

Fábrica
Somos uma fábrica de moldes de plástico personalizados. Nossa fábrica é fabricante de moldes de injeção de plástico. temos 17 anos de experiência em moldes plásticos personalizados profissionais e 10 anos de experiência em comércio exterior. Nós somos fornecedores de moldes de plástico personalizados. Podemos fornecer serviço personalizado de molde de plástico. Nossa fábrica pode fabricar peças plásticas moldadas por injeção e a qualidade dos produtos irá satisfazê-lo.
Temos mais de 50 máquinas de última geração e centenas de engenheiros e designers. Podemos fornecer um serviço completo, desde o design do produto - fabricação de moldes - produção do produto - embalagem do produto - transporte. Temos uma cadeia produtiva completa. Podemos atender a todas as suas necessidades.
Serviços que prestamos:
Serviço profissional de moldes personalizados, design e fabricação de moldes de plástico. Produção de produtos plásticos, design de produto, design de moldes, personalização de moldes de sopro, personalização de moldes rotacionais, personalização de moldes de fundição sob pressão. Serviços de impressão 3D, serviços de fabricação CNC, embalagens de produtos, embalagens personalizadas, serviços de remessa.










Sempre aderimos aos princípios de qualidade e tempo em primeiro lugar. Ao fornecer aos clientes produtos da mais alta qualidade, tente maximizar a eficiência da produção e reduzir o tempo de produção. Temos orgulho de dizer a todos os clientes que nossa empresa não perdeu nenhum cliente desde a sua criação. Se houver algum problema com o produto, buscaremos ativamente uma solução e assumiremos a responsabilidade até o fim.

Perguntas frequentes
Q1: você é uma empresa comercial ou fabricante?
R: Somos fabricantes.
Q2. Quando posso obter a cotação?
R: Geralmente fazemos a cotação dentro de 2 dias após recebermos sua consulta.
Se você for muito urgente, ligue para nós ou informe-nos em seu e-mail para que possamos fazer um orçamento para você primeiro.
Q3. Quanto tempo é o prazo de entrega do molde?
R: Tudo depende do tamanho e da complexidade dos produtos. Normalmente, o prazo de entrega é de 25 dias.
Q4. Não tenho desenho 3D, como devo iniciar o novo projeto?
R: Você pode nos fornecer uma amostra de moldagem, nós o ajudaremos a terminar o design do desenho 3D.
Q5. Antes do envio, como garantir a qualidade dos produtos?
R: Se você não vier à nossa fábrica e também não tiver terceiros para inspeção, seremos seu funcionário de inspeção.
Forneceremos a você um vídeo para detalhes do processo de produção, incluindo relatório do processo, estrutura de tamanho dos produtos e detalhes da superfície, detalhes da embalagem e assim por diante.
Q6. Quais são as suas condições de pagamento?
A: Pagamento do molde: depósito de 40% por T/T adiantado, pagamento do segundo molde de 30% antes de enviar as primeiras amostras de teste, saldo do molde de 30% depois de concordar com as amostras finais.
B: Pagamento da Produção: depósito de 50% adiantado, 50% antes do envio da mercadoria final.
Q7: Como você torna nosso negócio um relacionamento bom e de longo prazo?
R:1. Mantemos boa qualidade e preço competitivo para garantir que nossos clientes se beneficiem de produtos da melhor qualidade.
2. Respeitamos cada cliente como nosso amigo e sinceramente fazemos negócios e fazemos amizade com eles, não importa de onde eles venham.
Hot Tags: Serviços de produtos de plástico ODM, China, fabricante, fornecedor, fábrica, personalizado, atacado, compra, qualidade, mais recente venda, feito na China
Categoria Relacionada
Enviar consulta
Por favor, sinta-se livre para dar o seu inquérito no formulário abaixo. Responderemos em 24 horas.








