

Produto
- Serviço de personalização do núcleo
- Assistência médica
- Aparelhos e instrumentos eletrônicos
- Moldes para Suprimentos Materno-Infantis
- Esportes Recreativos
- Arte em móveis domésticos
- Acessórios automotivos
- Transporte e Armazenagem
- Luminárias
- Equipamento de construção
- Produto de embalagem
- Educacional e Laboratórios
- Acessórios para bagagem e roupas
- Produtos de cuidado e limpeza
- Agricultura e Silvicultura
- Equipamento Mecânico
- Suprimentos para animais de estimação
- Utensílios de cozinha









Moldagem de chuveiro
tem 17 anos de tecnologia de fabricação de moldes e pode personalizar a moldagem de cabeças de chuveiro. Nós fornecemos serviços profissionais de moldagem de moldagem de chuveiros personalizados e somos um fabricante profissional de moldagem de moldagem de chuveiros. Temos experiência suficiente na seleção de matérias-primas de produtos e materiais de moldes. No processo de personalização da moldagem do chuveiro, nossa fábrica pode fornecer um serviço completo. Temos capacidades de design e produção relacionadas à moldagem de chuveiros, tais como: design CAD, fabricação de moldes, moldagem por injeção, produção de produtos plásticos, montagem e outras tecnologias.
Enviar consulta
Descrição do produto
Além disso, nossa empresa estabeleceu relações de cooperação com fornecedores de matérias-primas plásticas, fabricantes de impressão, etc. para garantir o fornecimento de matérias-primas e qualidade de impressão. Através de nossa rica experiência e cadeia de suprimentos perfeita, nossa empresa pode fornecer aos clientes produtos de moldagem de chuveiro personalizados de alta qualidade para atender às suas necessidades específicas. Ao mesmo tempo, temos 10 anos de experiência profissional em serviços de comércio exterior, entendemos o processo de comércio exterior e atendemos melhor nossos clientes. Para produtos de moldagem de chuveiros, podemos fabricar peças plásticas correspondentes, o que é feito principalmente por meio de moldes de injeção.


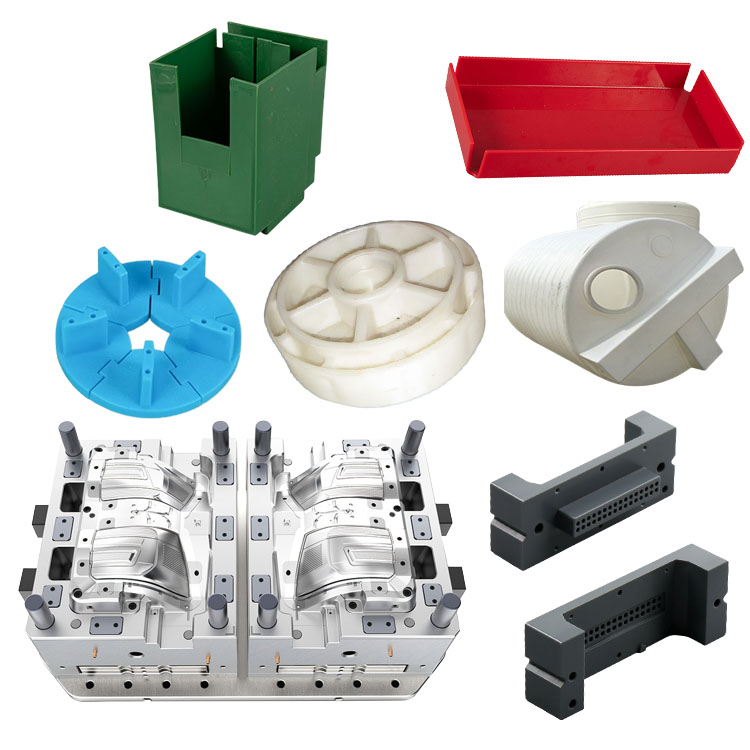

Os componentes plásticos para sistemas de chuveiro são peças moldadas por injeção no setor de louças sanitárias, caracterizadas por suas estruturas complexas e condições operacionais exigentes. Esses componentes incluem principalmente o corpo do chuveiro portátil, placa frontal, bicos, alça, câmara de aumento de pressão, luva da válvula desviadora e base da porca de conexão. Sujeitas a exposição prolongada a água quente, choques hidráulicos e ambientes úmidos, essas peças plásticas exigem alta precisão dimensional, vedação confiável e fluxo de água uniforme – livre de rebarbas que possam obstruir os canais de água. Consequentemente, a moldagem por injeção destas peças apresenta um desafio significativamente maior do que a dos componentes padrão de eletrodomésticos. As principais considerações para o processo de moldagem concentram-se na seleção do material, no projeto preciso do molde, no controle dos parâmetros do processo e na prevenção e mitigação de defeitos nos canais de água, conforme detalhado abaixo.
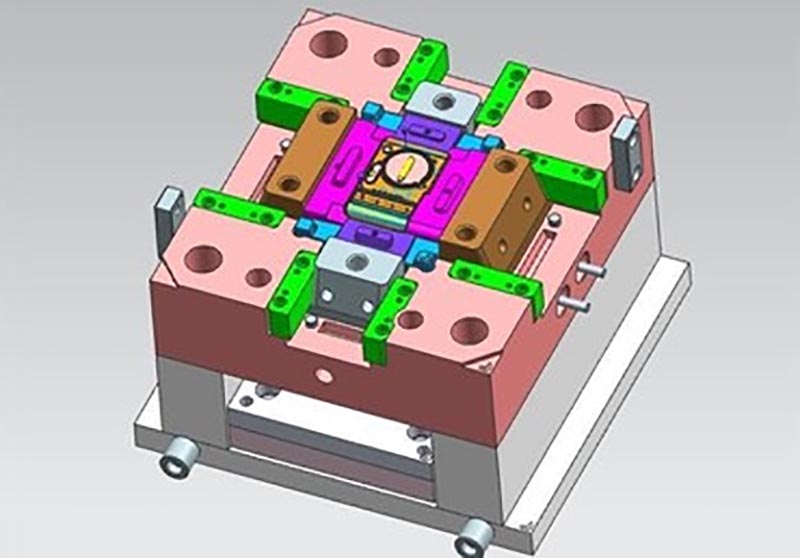
A seleção de materiais é guiada por princípios fundamentais que enfatizam a resistência ao calor, a resistência à hidrólise e a estabilidade dimensional. Os componentes estruturais de suporte de carga - como o corpo e a alça do chuveiro - normalmente utilizam PP modificado ou PP reforçado. Esses materiais oferecem custo moderado e excelente resistência à água, capazes de suportar exposição prolongada a temperaturas de água quente que variam de 70°C a 90°C; eles apresentam uma taxa de contração controlada de 1,2% a 1,8% e exibem excelente fluidez de moldagem. Componentes de precisão – como placa frontal, luva da válvula desviadora e áreas de interface de vedação – geralmente empregam ABS, ABS resistente ao calor, POM ou PA66. O ABS oferece boa rigidez e alta precisão dimensional, tornando-o adequado para estruturas com padrões de furos complexos; O POM possui fortes propriedades autolubrificantes, bem como resistência ao desgaste e à pressão, tornando-o ideal para núcleos de válvulas e peças de interface rotativas; PA66 oferece alta resistência e resistência à fadiga, tornando-o adequado para conexões roscadas e suportes de suporte de carga. Todos os materiais destinados ao contato com a água devem possuir resistência à hidrólise para evitar inchaço, deformação ou rachaduras após imersão prolongada – defeitos que podem causar vazamento de água ou falha da válvula desviadora. Em relação ao pré-tratamento da matéria-prima, o ABS e o PA66 são altamente higroscópicos e requerem secagem com ar quente a 80°C–90°C durante 3–4 horas para reduzir o teor de umidade abaixo de 0,03%; isso evita a formação de listras prateadas, bolhas ou vazios durante a moldagem. Por outro lado, o PP e o POM apresentam baixa higroscopicidade e geralmente não requerem secagem extensa; entretanto, em ambientes úmidos, recomenda-se um pré-aquecimento em baixa temperatura por uma hora para evitar que marcas de umidade na superfície comprometam a aparência estética ou o nivelamento das superfícies de vedação. Para a correspondência de cores, masterbatches resistentes às intempéries e antiamarelecimento são utilizados em uma proporção de aditivos de 2% a 4% para garantir que os componentes mantenham sua cor original e não desbotem com o uso a longo prazo. O projeto do molde é fundamental para a qualidade de moldagem dos chuveiros; dadas as suas estruturas internas complexas, canais de água densos e numerosos orifícios de bico, os requisitos de precisão do molde são excepcionalmente altos. A linha de partição deve ser posicionada de forma a evitar intersecção com superfícies de vedação e superfícies exteriores estéticas. Além disso, a folga de fixação do molde deve ser controlada dentro de 0,02 mm para evitar que rebarbas ou rebarbas entrem nos canais de água e causem bloqueio do bico. As cavidades e núcleos do molde normalmente utilizam aços para moldes 718 ou S136, com superfícies polidas até uma rugosidade de Ra 0,02–0,05 μm para garantir um acabamento externo liso e sem manchas e superfícies de vedação planas e sem furos. Os orifícios de saída de água no painel do chuveiro são minúsculos e densamente dispostos - normalmente variando de 0,8 mm a 1,5 mm de diâmetro - exigindo o uso de materiais de alta dureza e resistentes ao desgaste para os pinos centrais. A perpendicularidade e a precisão do espaçamento desses pinos devem ser controladas dentro de ±0,05 mm para evitar desalinhamento, bloqueio ou deformação do furo. As câmaras internas de aumento de pressão e as câmaras de mistura apresentam estruturas complexas e de cavidades profundas; conseqüentemente, o projeto do molde deve incorporar ângulos de saída apropriados para evitar marcas de arrasto ou aderência da peça durante a ejeção.
Em relação ao sistema de comportas, a prioridade é dada às câmaras quentes ou às comportas pin-point. Os locais das portas são estrategicamente ocultos para não comprometer a aparência estética do produto ou a integridade da vedação. Os componentes principais do corpo normalmente utilizam canais de ponto único ou duplo, enquanto os painéis de chuveiro empregam um esquema de canais balanceados e multiponto para minimizar linhas de solda resultantes do fluxo de fusão de longa distância. O sistema de resfriamento é distribuído uniformemente pelas superfícies curvas das cavidades do molde; placas defletoras são incorporadas em áreas de cavidades profundas e seções com paredes mais espessas para garantir resfriamento uniforme, reduzindo assim o estresse interno e evitando empenamento. O projeto de ventilação é de suma importância, pois o plástico derretido tem tendência a reter ar nos estreitos canais de água, nas extremidades das cavidades profundas e nas lacunas entre os pinos centrais – potencialmente levando a jatos curtos, marcas de queimadura ou vazios. Para resolver isso, ranhuras de ventilação com profundidade de 0,02 a 0,03 mm devem ser cortadas em regiões propensas a aprisionamento de ar, trabalhando em conjunto com a folga da linha de partição para garantir o preenchimento completo do molde. Recursos como interfaces roscadas, travas de encaixe e recortes são formados usando controles deslizantes ou mecanismos de extração do núcleo para garantir uma ejeção suave sem comprometer a precisão dimensional das superfícies correspondentes.
Os parâmetros do processo de moldagem por injeção exigem controle preciso e segmentado. A seleção do equipamento normalmente envolve máquinas de moldagem por injeção com força de fixação variando de 120 a 300 toneladas, e a capacidade do volume de injeção é especificada para ser pelo menos 1,3 vezes o peso do produto para garantir uma plastificação estável. As configurações de temperatura são configuradas de acordo com o tipo específico do material: Para PP, a temperatura do barril é definida entre 190°C e 220°C, e a temperatura do molde entre 40°C e 60°C para controlar a contração de cristalização. Para ABS, a temperatura do cilindro varia de 220°C a 260°C, e a temperatura do molde de 50°C a 70°C para melhorar o brilho da superfície e a estabilidade dimensional. Para POM, a temperatura do cilindro é ajustada entre 190°C e 210°C, e a temperatura do molde entre 60°C e 80°C para garantir resistência ao desgaste e precisão dimensional. A velocidade de injeção emprega uma estratégia de controle de três estágios: uma fase inicial de injeção de baixa velocidade evita jatos e blush da porta; uma fase intermediária de alta velocidade preenche o corpo principal e os recursos de furos finos para minimizar as linhas de solda; e uma fase final de enchimento lento e de baixa velocidade evita aprisionamento de ar e flash.
A pressão de injeção é ajustada entre 80 MPa e 130 MPa, dependendo da complexidade estrutural, com pressões mais altas aplicadas para painéis de precisão e peças contendo canais de água finos. A pressão de retenção é ajustada em 60% a 75% da pressão de injeção, com tempo de retenção de 10 a 20 segundos, com foco na compensação do encolhimento em seções de paredes espessas e superfícies de vedação para eliminar marcas de afundamento e depressões. A contrapressão é mantida entre 3 MPa e 6 MPa para melhorar a homogeneidade do fundido. O tempo de resfriamento é controlado entre 15 e 30 segundos, dependendo da espessura da parede. A ejeção utiliza um sistema combinado de placas e pinos ejetores; características de furos finos são ejetadas usando pinos de luva para evitar branqueamento, rachaduras ou deformação dos pinos centrais.
O pós-processamento e a inspeção de qualidade impactam diretamente o desempenho do produto durante o uso. Após a moldagem, portões, rebarbas e rebarbas devem ser meticulosamente removidos; sob nenhuma circunstância é permitido que detritos residuais obstruam os canais de água. Para peças cosméticas, as inspeções concentram-se no brilho, na consistência da cor, nos riscos e nas linhas de solda. Para peças de precisão, os principais pontos de inspeção incluem o nivelamento das superfícies de vedação, o fluxo desobstruído das saídas de água e a precisão dos encaixes das roscas; as tolerâncias dimensionais são controladas dentro de uma faixa de ±0,05 mm a ±0,1 mm. As peças em contato com a água devem ser submetidas a testes de pressão da água para verificar se há vazamentos ou infiltrações. Finalmente, os painéis de saída de água exigem inspeção individual do padrão de fluxo de água para garantir que o fluxo de água seja uniforme, livre de bifurcações e desobstruído. Em relação à prevenção e controle de defeitos comuns: Canais de água bloqueados e posições deformadas dos furos são frequentemente causados por desgaste nos pinos do molde ou ventilação inadequada; consequentemente, são necessárias manutenção regular do molde e otimização do sistema de ventilação. Marcas de afundamento e depressões resultam de pressão de retenção insuficiente ou espessura irregular da parede, necessitando de ajustes nos parâmetros de pressão de retenção. Empenamento e deformação resultam de resfriamento irregular ou tensões internas; esses problemas podem ser resolvidos otimizando os canais de água de resfriamento e a temperatura do molde. Rebarbas e rebarbas são causadas por força de fixação insuficiente ou folga excessiva do molde, exigindo um aumento na força de fixação e o reparo das linhas divisórias do molde. Finalmente, a ocorrência de bolhas e estrias prateadas exige uma melhor secagem das matérias-primas.
No geral, a moldagem por injeção de componentes plásticos para chuveiros concentra-se em objetivos principais: posicionamento preciso dos furos, canais de água desobstruídos, vedação confiável e durabilidade em ambientes expostos à água. Somente através de um controle rigoroso em todo o processo – abrangendo materiais, projeto de molde, parâmetros de processamento e inspeção de qualidade – esses componentes podem atender aos requisitos de desempenho estável e de longo prazo sob condições de alta temperatura e alta pressão típicas de produtos para banheiro, permitindo assim uma produção em massa de alta qualidade.
Nós somos um fabricante de moldagem para moldagem de chuveiros, fornecendo fabricação de moldagem para moldagem de chuveiros de alta qualidade. Contanto que você queira personalizar / desenvolver produtos de moldagem para moldagem de chuveiros, você pode nos encontrar. Temos design profissional de moldes de injeção e tecnologia de fabricação madura, fornecendo a você um serviço completo, desde design de produto - fabricação de moldes - produção de produtos - embalagem de produtos - transporte de produtos, podemos ajudá-lo em todos os links. Contanto que você venha até nós, iremos fornecer-lhe o melhor serviço e satisfazê-lo em termos de qualidade do produto, tempo de produção, diálogo de informações, etc.
|
Nome do produto |
Moldagem em esteira |
|
Por favor, forneça |
2D, 3D, amostras ou o tamanho de as imagens multi-ângulo |
|
Hora do Molde |
20-35 dias |
|
Hora do produto |
7 a 15 dias |
|
Precisão do molde |
+/-0,01 mm |
|
Vida do molde |
50-100 milhões de fotos |
|
Processo de produção |
Desenhos de auditoria - análise de fluxo de molde - validação de projeto - Materiais personalizados - processamento de moldes - processamento de núcleos - usinagem de eletrodos - Sistema Runner processamento - processamento e aquisição de peças - aceitação de usinagem - cavidade processo de tratamento de superfície - modo complexo Matriz - Todo o revestimento da superfície do molde - Placa de montagem - amostra do molde - teste de amostra - envio amostras |
|
Cavidade do molde |
Uma cavidade, múltiplas cavidades ou a mesma produtos diferentes podem ser feitos juntos |
|
Material do molde |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistema de corredor |
Câmara quente e câmara fria |
|
Material base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Terminar |
Pitting a palavra, acabamento espelhado, superfície fosca, estrias |
|
Padrão |
HASCO, DME ou dependente de |
|
Tecnologia principal |
Fresagem, retificação, CNC, EDM, fio corte, escultura, EDM, tornos, acabamento superficial, etc. |
|
Programas |
CAD, PRO-E, UG Tempo de design: 1-3 dias (circunstâncias normais) |
|
Material do produto |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, QUADRIS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Sistema de qualidade |
ISO9001:2008 |
|
Estabeleça um horário |
20 dias |
|
Equipamento |
CNC, EDM, corte Máquina, máquinas de plástico, etc. molde de mala de plástico zhe jiang |


Fabricação de moldes de injeção de plástico

Especificações de moldagem de plástico

Projeto do molde:



Processo de transação:

Teste de molde:


Embalagem do produto

Fábrica
Somos uma fábrica de moldes de plástico personalizados. Nossa fábrica é fabricante de moldes de injeção de plástico. temos 17 anos de experiência em moldes plásticos personalizados profissionais e 10 anos de experiência em comércio exterior. Nós somos fornecedores de moldes de plástico personalizados. Podemos fornecer serviço personalizado de molde de plástico. Nossa fábrica pode fabricar peças plásticas moldadas por injeção e a qualidade dos produtos irá satisfazê-lo.
Temos mais de 50 máquinas de última geração e centenas de engenheiros e designers. Podemos fornecer um serviço completo, desde o design do produto - fabricação de moldes - produção do produto - embalagem do produto - transporte. Temos uma cadeia produtiva completa. Podemos atender a todas as suas necessidades.
Serviços que prestamos:
Serviço profissional de moldes personalizados, design e fabricação de moldes de plástico. Produção de produtos plásticos, design de produto, design de moldes, personalização de moldes de sopro, personalização de moldes rotacionais, personalização de moldes de fundição sob pressão. Serviços de impressão 3D, serviços de fabricação CNC, embalagens de produtos, embalagens personalizadas, serviços de remessa.










Sempre aderimos aos princípios de qualidade e tempo em primeiro lugar. Ao fornecer aos clientes produtos da mais alta qualidade, tente maximizar a eficiência da produção e reduzir o tempo de produção. Temos orgulho de dizer a todos os clientes que nossa empresa não perdeu nenhum cliente desde a sua criação. Se houver algum problema com o produto, buscaremos ativamente uma solução e assumiremos a responsabilidade até o fim.

Perguntas frequentes
Q1: você é uma empresa comercial ou fabricante?
R: Somos fabricantes.
Q2. Quando posso obter a cotação?
R: Geralmente fazemos a cotação dentro de 2 dias após recebermos sua consulta.
Se você for muito urgente, ligue para nós ou informe-nos em seu e-mail para que possamos fazer um orçamento para você primeiro.
Q3. Quanto tempo é o prazo de entrega do molde?
R: Tudo depende do tamanho e da complexidade dos produtos. Normalmente, o prazo de entrega é de 25 dias.
Q4. Não tenho desenho 3D, como devo iniciar o novo projeto?
R: Você pode nos fornecer uma amostra de moldagem, nós o ajudaremos a terminar o design do desenho 3D.
Q5. Antes do envio, como garantir a qualidade dos produtos?
R: Se você não vier à nossa fábrica e também não tiver terceiros para inspeção, seremos seu funcionário de inspeção.
Forneceremos a você um vídeo para detalhes do processo de produção, incluindo relatório do processo, estrutura de tamanho dos produtos e detalhes da superfície, detalhes da embalagem e assim por diante.
Q6. Quais são as suas condições de pagamento?
A: Pagamento do molde: depósito de 40% por T/T adiantado, pagamento do segundo molde de 30% antes de enviar as primeiras amostras de teste, saldo do molde de 30% depois de concordar com as amostras finais.
B: Pagamento da Produção: depósito de 50% adiantado, 50% antes do envio da mercadoria final.
Q7: Como você torna nosso negócio um relacionamento bom e de longo prazo?
R:1. Mantemos boa qualidade e preço competitivo para garantir que nossos clientes se beneficiem de produtos da melhor qualidade.
2. Respeitamos cada cliente como nosso amigo e sinceramente fazemos negócios e fazemos amizade com eles, não importa de onde eles venham.
Hot Tags: Moldagem de cabeça de chuveiro, China, fabricante, fornecedor, fábrica, personalizado, atacado, compra, qualidade, mais recente venda, feito na China
Categoria Relacionada
Aparelhos audiovisuais
Aparelhos de saúde
Eletrodomésticos
Necessidades pessoais
Aparelhos digitais
Aparelhos de cozinha
Aparelhos de banheiro
Aparelhos ecológicos
Enviar consulta
Por favor, sinta-se livre para dar o seu inquérito no formulário abaixo. Responderemos em 24 horas.








